Beim Crimpen werden Leiter und Verbindungselement durch einen Pressvorgang miteinander verbunden. Wird der Crimp richtig ausgeführt, entsteht dabei eine homogene, nicht lösbare Verbindung. Wesentliche Anforderungen an Crimp-Verbindungen sind in der DIN EN 60352-2 definiert. Sie beschreibt auch Prüfverfahren und gibt wichtige Anwendungshinweise. Um eine normkonforme und dauerhaft zuverlässige Crimp-Verbindung herzustellen, müssen Leiter, Kontakt und Werkzeug optimal aufeinander abgestimmt sein. Außerdem ist jeder Crimp gut vorzubereiten und korrekt mit dem passenden Werkzeug auszuführen. Im Folgenden gehen wir kurz auf die einzelnen Schritte ein.

Auswahl der Pressform
Zum Verpressen von Aderendhülsen sind verschiedene Pressformen erhältlich. Man unterscheidet zwischen Trapez-, Vierkant-, Sechskant- und Weidmüller-Crimp-Form. Alle haben spezifische Vor- und Nachteile. Deshalb sollten Sie die Pressform immer im Hinblick auf die spätere Anwendung auswählen.
Auswahl der Hülsen und des Werkzeugs
Aderendhülsen schützen die Einzellitzen eines Leiters. Sie vermeiden ungewollte Beschädigungen, das Abknicken einzelner Litzen oder das Ausfransen des gesamten Leiters. Ein Kunststoffkragen erleichtert das Einführen des Leiters in die Hülse. Er bietet jedoch keinen Isolations- oder Knickschutz und widersteht nur geringer Biege- und Zugbelastung. Aderendhülsen sollten den Anforderungen der DIN 46228 entsprechen. Die meisten Crimp-Verbindungen werden manuell mit klassischen Crimp-Werkzeugen ausgeführt. Man unterscheidet Crimp-Werkzeuge mit festen oder mit austauschbaren Gesenken. Ferner gibt es Ein- und Mehrstationswerkzeuge. Mit Einstationswerkzeugen können alle für das Werkzeug zugelassenen Querschnitte verarbeitet werden, ohne weitere Einstellungen vorzunehmen. In Mehrstationswerkzeugen finden Anwender mehrere Crimp-Stationen für unterschiedliche Querschnitte. Bei ihnen ist darauf zu achten, dass jede Aderendhülse in der passenden Station gecrimpt wird. Für passende Ergebnisse können z.B. Crimp-Werkzeuge gemäß DIN 41641-1 aus dem Weidmüller-Programm verwendet werden. Mit den genormten Werkzeugen können mindestens 50.000 Crimp-Zyklen ohne Qualitätsverlust ausgeführt werden. Regelmäßige Wartungen und Überprüfungen werden jedoch dringend empfohlen. Struktur statt Aufwand: Die Gira Türkommunikation IP unterstützt Elektrofachbetriebe mit zentraler Projektierung, schneller Inbetriebnahme und klaren Abläufen – für effiziente Projekte vom Einfamilienhaus bis zur großen Anlage. ‣ weiterlesen
Türkommunikation IP im Griff.

Schneiden und Abisolieren
Die Vorbereitung für den Crimp-Vorgang beginnt beim korrekten Schneiden des Leiters. Dabei ist es wichtig, einen glatten und geraden Schnitt auszuführen, ohne den Leiter zu verformen. Das Abscheren, Quetschen oder Herausziehen des Leiters ist unbedingt zu vermeiden. Nach dem Schneiden ist die Isolierung des Leiters auf der erforderlichen Länge vollständig zu entfernen, ohne den Leiter zu beschädigen. Auch hier muss sauber gearbeitet werden. Mit professionellen Abisolierwerkzeugen von Weidmüller können Arbeitsergebnisse entsprechend der DIN-Vorgaben erzielt werden. Sie sind auf Isolation und Leiterquerschnitt abgestimmt und ermöglichen eine fehlerfreie Verarbeitung.
Einführen des Leiters
Um das abisolierte Kabelende mit der Aderendhülse zu vercrimpen, müssen die Aderendhülse bis zum Anschlag auf den Leiter geschoben werden. Das Rohr der Hülse muss vollständig vom Leiter ausgefüllt sein. Die Leiter sollten in der Regel knapp 1mm aus der Aderendhülse herausragen – bei Leiterquerschnitten über 6mm dürfen es knapp 2mm sein. Mit der überarbeiteten Schaumdosen-Serie setzt f-tronic auf effiziente und moderne Unterputzinstallation. Durch den Einsatz des innovativen Schaumverteilungssystems und smartes Design lassen sich Montagezeiten reduzieren, Materialkosten senken und Baustellen sauberer organisieren. Die Lösung bietet Fachhandwerkern mehr Flexibilität, eine einfache Verarbeitung und eine wirtschaftliche Alternative zu klassischen Installationsmethoden. ‣ weiterlesen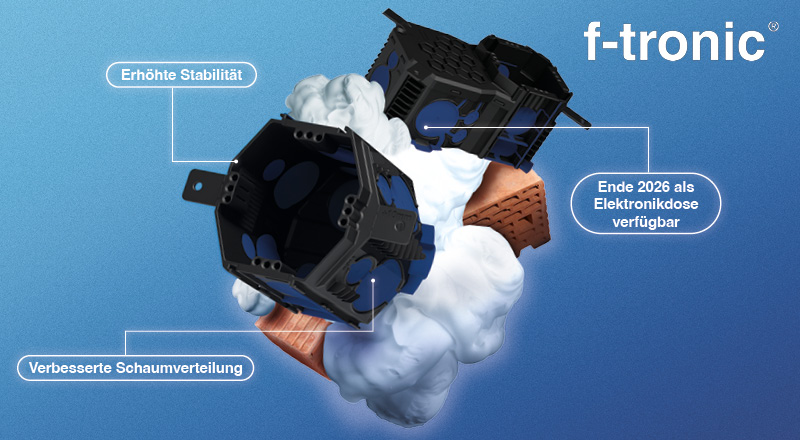
Weniger Schaum. Mehr Zeit.
Crimpen
Ist der Leiter optimal in der Aderendhülse platziert, kann der Crimp-Vorgang begonnen werden. Das Crimp-Werkzeug ist so anzusetzen, dass der Crimp bis kurz vor den Kunststoffkragen reicht. Jetzt kann das Werkzeug betätigt werden. Sobald sich die Zwangssperre des Werkzeugs selbständig öffnet, ist der Crimp-Vorgang abgeschlossen. Bei langen Hülsen sollten Zuständige in mehreren Arbeitsgängen crimpen – immer in Richtung von der Anfangs- zur Trichterseite. Abschließend sollte bei jedem Projekt die Qualität der Crimp-Verbindungen geprüft werden
Qualitätssicherung
In der DIN EN 60352-2 wird empfohlen, Werkzeuge und Crimp-Kontakte desselben Herstellers zu verwenden. So kann eine gleichbleibend hohe Verarbeitungsqualität gewährleistet werden. Die Werkzeuge und Kontakte sind so aufeinander abgestimmt und in breiter Auswahl erhältlich. Die Crimp-Werkzeuge wurden zudem so entwickelt, dass viele typische Crimp-Fehler von vornherein vermieden werden. Sie gleichen sogar leichte Schwankungen im Leiteraufbau aus. Bei Verwendung exotischer Leiter sollten allerdings die Crimp-Qualität zu Beginn eines Projektes besonders genau geprüft werden. Als Partner bietet Weidmüller hierzu geeignete Zertifizierungsservices an.